2024-02-09
Inuti partikelmätaren - Optiska metoder

Minst två olika optiska tekniker kan användas för att mäta koncentrationen av partiklar - ljusabsorption och ljusspridning. Ljusabsorption används ofta i industriella processer med hög koncentration men har även vissa tillämpningar i omgivningsluften, t.ex. för att bestämma sikten på flygplatser. Ljusspridning används både i industriella tillämpningar och i omgivningsluften, även om man då vanligtvis använder olika typer av spridningsprocesser.
Transmissionsbaserad mätning
Transmissionsbaserade instrument använder sig av ljusdämpning. I sin grundläggande form, tillämpad på industriella processer, skickas en ljusstråle ut från en ljuskälla monterad på ena sidan av kanalen och ljuset fångas upp av en detektor i en mottagare på motsatt sida av kanalen. Ju fler partiklar som finns i rökgasen i kanalen desto mer ljus absorberas eller sprids längs strålen och desto mindre ljus fångas upp av detektorn. Signalen från detektorn kan sedan omvandlas och kalibreras för att representera partikelkoncentrationen i kanalen.
En variant av detta är en reflektor som placeras på motsatt sida av ljuskällan och leder ljuset tillbaka dit det kom ifrån. Detektorn kan sedan placeras i samma hölje som ljuskällan vilket innebär att all potentiellt känslig optik och elektronik finns i samma enhet. Konstruktionen fördubblar också längden på den väg som ljuset färdas, vilket ger bättre noggrannhet vid låga partikelkoncentrationer.
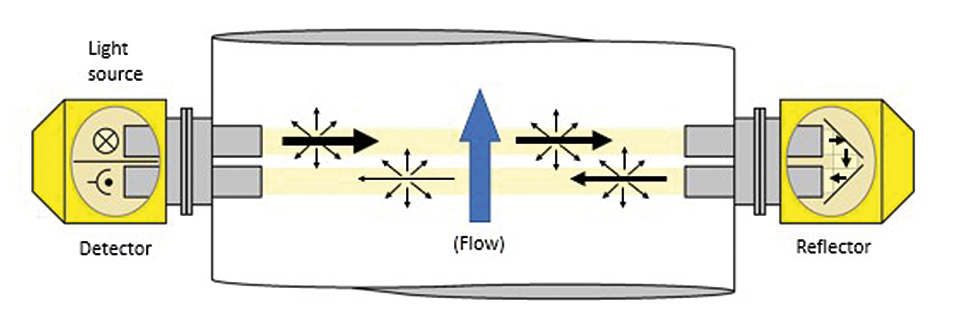
En transmissionsbaserad stoftmätare monterad på en kanal, här i en reflektorbaserad design.
Samma transmissionsbaserade princip kan också användas för viss övervakning av omgivningsluften, men då främst för att detektera sikt. Detta kan vara av intresse vid t.ex. flygplatser.
Metoder som bygger på ljusspridning
Ljusspridningsbaserade mätare utnyttjar den spridda delen av ljuset. Det finns fortfarande en ljusstråle men detektorn tittar nu på strålen från sidan. Ju högre detektorsignal, desto högre partikelkoncentration.
I industriella tillämpningar med höga koncentrationer, t.ex. inuti rökgaskanaler, kan det räcka med att bara skicka ut vitt ljus och leta efter den del av ljuset som sprids genom reflektion i de tätt samlade partiklarna. Men det finns också ett mer subtilt sätt att utnyttja det spridda ljuset och sedan faktiskt detektera och fastställa storleken på enskilda partiklar i omgivande luft - partikelräknare.
Partikelräknare
I partikelräknarbaserade instrument sugs ett jämnt och kontrollerat luftflöde genom ett inloppshuvud, men till skillnad från de flesta filterprovtagningshuvuden låter inloppshuvudet alla partikelfraktioner passera . Luften passerar sedan en detektionskammare där ljuset från en laserdiod fokuseras av en lins. Ljus som passerar genom fokalpunkten absorberas i en ljusfälla. Partiklar som passerar tillräckligt nära fokalpunkten absorberar ljuset och sprider det i slumpmässiga riktningar. Detta kallas Mie-spridning. En del av det spridda ljuset fångas upp av en eller flera ljusdetektorer som omger kammaren.
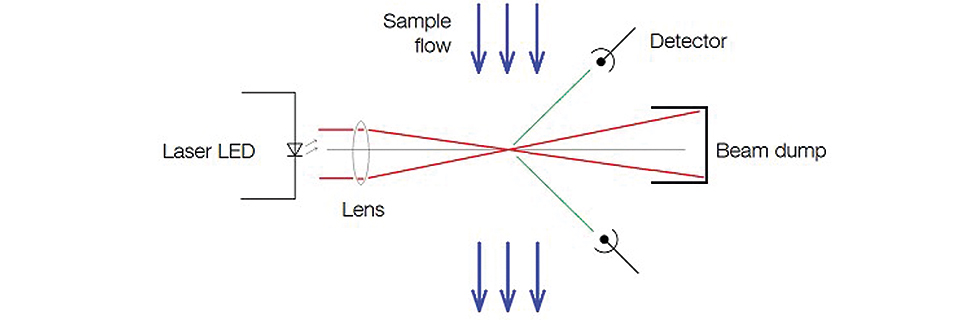
Funktionsprincipen för en partikelräknare baserad på Mie-spridning.
När en partikel passerar fokalpunkten uppstår en ljusblixt. Denna detekteras och används för att räkna enskilda partiklar. Ljusblixtens intensitet beror dessutom på partikelns storlek - ju större partikel desto starkare ljusblixt. Dessa två signaler, antalet och intensiteten, sammanställs sedan för alla partiklar som passerar fokalpunkten under en viss tidsperiod. Resultatet blir en statistisk bild av partiklarna i luften - ett frekvensdiagram. Partiklar kommer också att passera ljusstrålen utanför fokalpunkten, men de ger inte upphov till den intensiva Mie-spridningen och ses inte av detektorerna.
Det krävs vissa antaganden och en del matematik för att gå från frekvensdiagrammet till en faktisk partikelkoncentration. I korthet handlar det om att integrera över frekvensdiagrammet från noll upp till den önskade partikelfraktionen, multiplicera med en kalibreringsfaktor och sedan dividera med den volym som passerade genom detektionskammaren under övervakningstiden.
Övervakningstiden kan vara ganska kort, ner till någon minut, och koncentrationsdata kan därför tillhandahållas i nära realtid. Dessutom kan ett enda instrument rapportera koncentrationer av två eller flera partikelfraktioner samtidigt genom att avsluta integrationen vid olika partikelstorlekar.
Nackdelar
De optiska metoderna är kontaktlösa men kan bero på partikelstorlek, densitet och ytreflektivitet. Tillämpat på industriella processer innebär det att förändringar i bränsletyp, förbränningsprocess, belastning och partikelfiltrering kan påverka mätresultaten. I både industriella tillämpningar och tillämpningar i omgivningsluft är vattendroppar också ett stort störningsmoment och metoderna fungerar därför bäst under torra förhållanden. Vid användning i omgivningsluft finns det inte heller några prover som bevaras för t.ex. metallanalys.
Den triboelektriska övervakningsmetoden tas upp i ett annat blogginlägg - klicka här för att fortsätta läsa >>
